A spray trace is caused by the melt flowing too fast in plastic injection molding, generally serpentine.
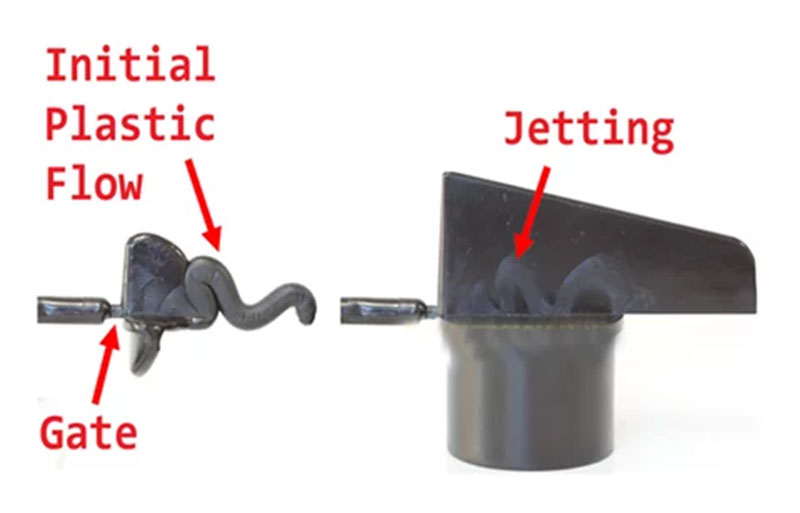
Causes:
(1) The gate size is too small, and it is facing the product surface with a large cross-sectional area
(2) Filling speed is too fast
Remedies:
Mold design:
(1) Increase the gate size
(2) Change the side gate to the lap gate
(3) Increase the stop pin in front of the gate