Brass Part Over-Molding: A Comprehensive Guide
When it comes to manufacturing brass parts, over-molding is a process that adds an extra layer of material on top of the base part. This technique enhances both the functionality and durability of brass components. In our guide today, we’ll explore how to successfully over-mold brass parts while addressing common challenges like high material costs.

Project Overview
Materials Used:
Rubber (HNBR), Brass
Process:
Compression Molding
Challenges Faced: The primary issue with customer-specified materials is their cost. HNBR, although a reliable choice for its heat resistance and Shore A80 hardness, is quite expensive.
Solution to High Cost Issues
Our approach involves sourcing alternative rubber materials that meet the same performance criteria. By opting for NBR material, we were able to reduce costs while maintaining the necessary thermal resistance and hardness properties.
Detailed Manufacturing Process
- Purchase and Stocking: After sourcing brass materials, they are machined and stocked in advance to facilitate quick production.


2. Addressing Common Issues:
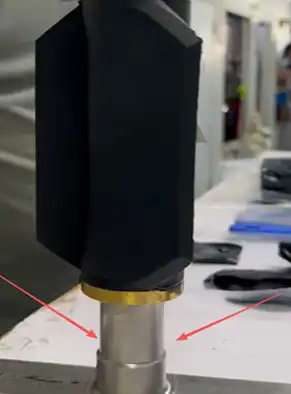
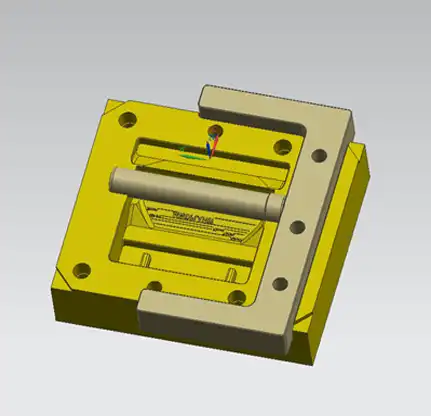
Problem 1:During rubber hot pressing, the inner diameter of the brass part is deformed under pressure, making demolding impossible.
Solution 1-V1:Modify the rubber mold structure by removing the pillar (marked by the red arrow).


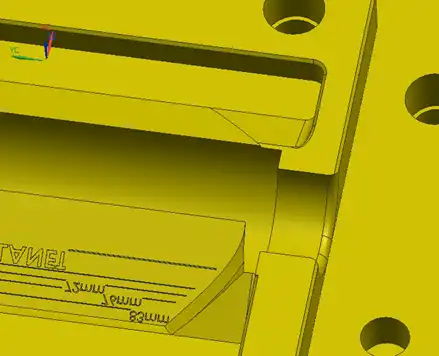
Thermal dimensional variation of the brass component
Ambient temperature: : 47.61mm
Mold heating temperature(180°C): 47.76mm
Dimensional variation of brass due to temperature change:0.15mm

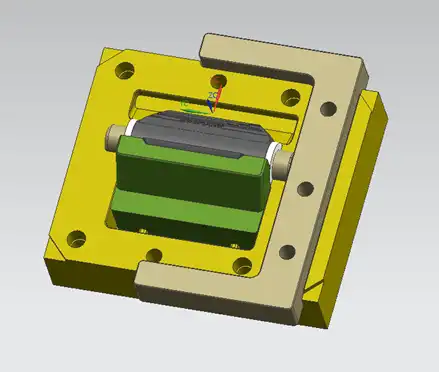
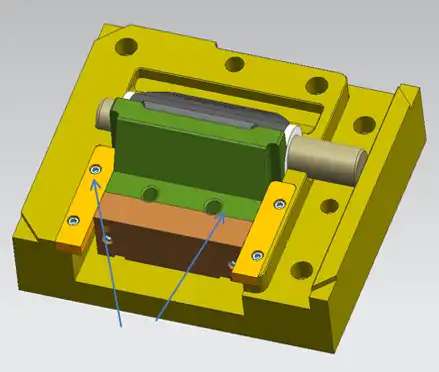
Solution 1-V2:Add slide wear strips to prevent vertical play of the slide, avoiding prying and damage to the brass part.
Before
After
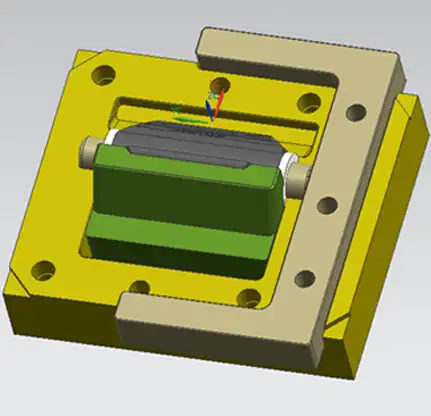
Problem 2::Its inner diameter shrinks due to compression;Both ends of the brass are crushed and damaged by the mold.


Solution 2-V1:Replace the handle core insert with a straight rod core insert, to allow more cavities for simultaneous molding and facilitate quick replacement.
Before
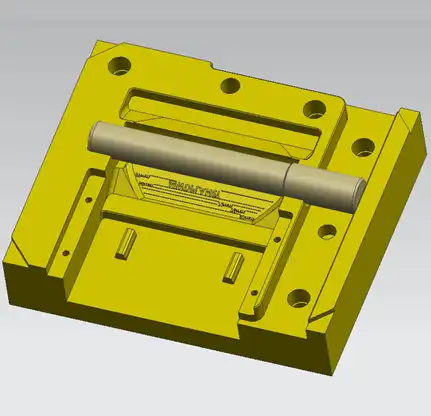
After
Solution 2-V2:Add angle pins to drive the slider to open automatically, preventing manual slider operation from scratching the brass parts.
Before
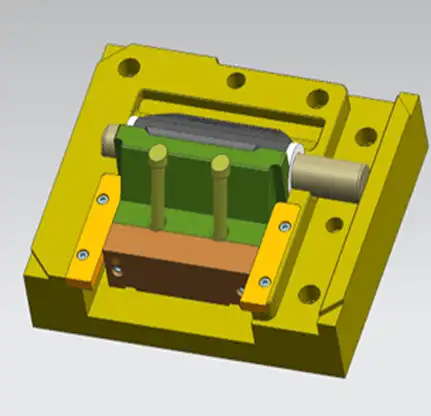
After
Increase the clearance reserved for thermal expansion
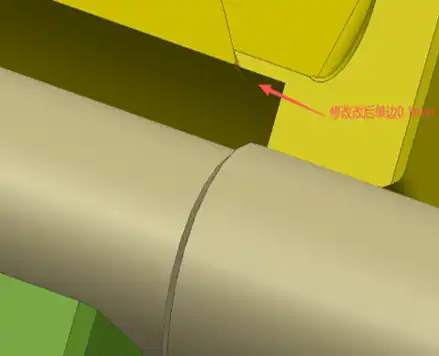
Based on the brass part thermal expansion variation of 0.15, revise the design to provide 0.1 mm clearance per side / total 0.20 mm overall clearance to accommodate thermal expansion of the brass part.
Problem 3:When manufactured per the dimensions shown in the customer’s 2D drawing,
the rubber material shrinks during hot compression molding, resulting in rubber part shrinkage and creating clearance gaps.

Solution 3:Use a special adhesive to reduce the internal shrinkage of the rubber.


3. The final successful mold after multiple revisions
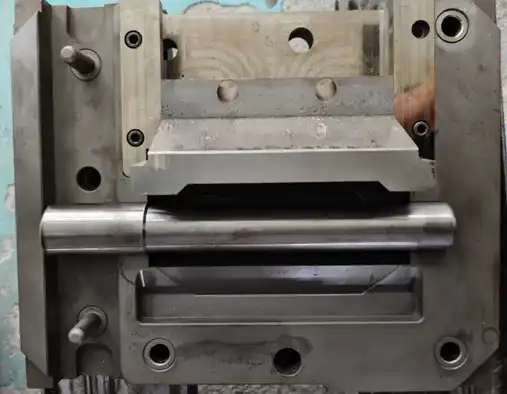
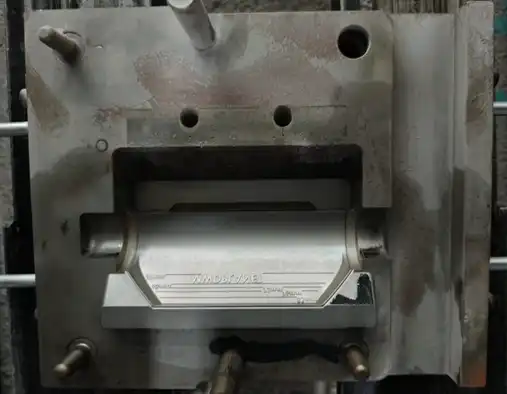
Successful Production
Through meticulous planning and execution, we achieved mass production approval. Our reliable factory ensures high-quality brass parts with over-molding techniques, making complex projects a breeze.
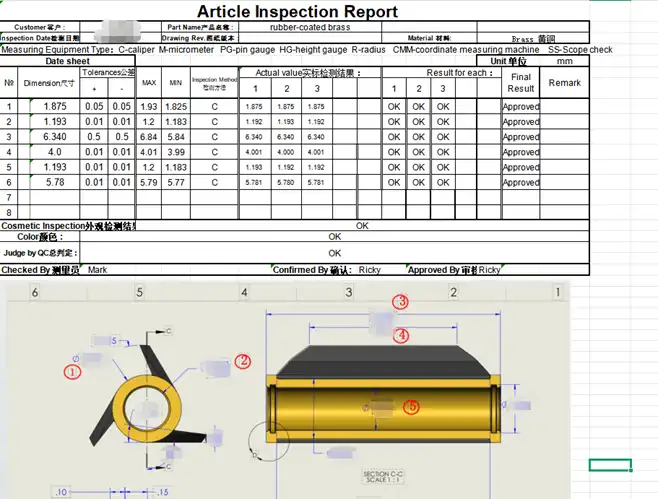
Article Inspection Report

Massive production successful!


A reliable mold factory!
Difficult brass insert overmold molds are no longer a problem here. With rich experience in mold structure optimization, process parameter debugging and alternative material cost reduction, we can perfectly handle all high-precision overmolding challenges. If you have mold projects,welcome to send us 3D drawings for professional solution and quotation!
Contact information
●Boss: Richard. Xu
●Email: richard.xu@smartmoldtech.com

●Sales: Sky.He
●Email: sales5@smartmoldtech.com
